Thermoforming & Vacuum Forming
High Quality, Good Tolerances, and Quick Production
Multiplastics specializes in heavy gauge thermoforming and vacuum forming of custom plastic parts. “Vacuum Forming” and “Thermoforming” are often used interchangeably. Powerful vacuum pressure assists the forming stage for tight tolerances and sharp detail.
Multiplastics defines Thermoforming/Vacuum forming: The process used to manufacture plastic parts with a shorter lead time and more flexible tooling designs than injection molding. Thermoforming is a cost-effective method to manufacture precision parts, offering close tolerances, tight specifications, and sharp details. The process involves heating a flat sheet of thermoplastic material until it softens and is stretchable. The hot sheet is then stretched over and forced against the contours of the mold by removing air from the area between the mold and the sheet, typically by vacuum process. After cooling, the plastic sheet retains the mold shape and detail. The formed part is then trimmed from the sheet.
Thermoforming Features/Benefits:
Part thickness: .060-.50 inches
Tight detail and tolerances
Significant tooling flexibility and
Thermoforming is generally selected over injection molding for tooling costs
The Thermoforming Process:
Client Testimonial
“We see Multiplastics as more than a supplier, a true partner that helps us deliver the highest quality parts to our customers.
- Sawgrass Technologies”



Part Examples:
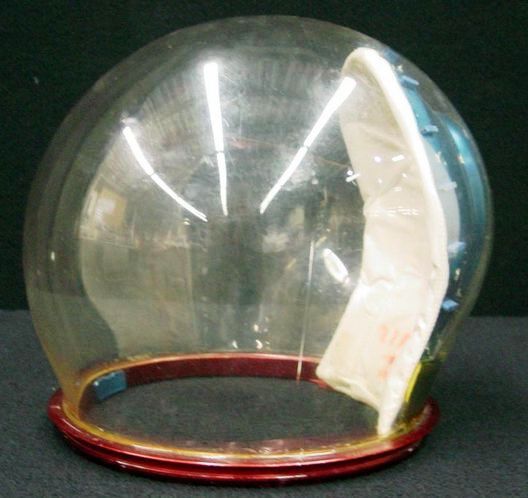
Multiplastics History: 1960's Plastics in Space
Around the time of the Apollo missions, Multiplastics manufactured a series of helmets for NASA’s top astronauts. We manufactured the clear components of the iconic, space helmets of that time. Our experience with forming spherical shapes gave us an edge up on the challenge of forming chromium plated hemispheres for the security industry a few years later.
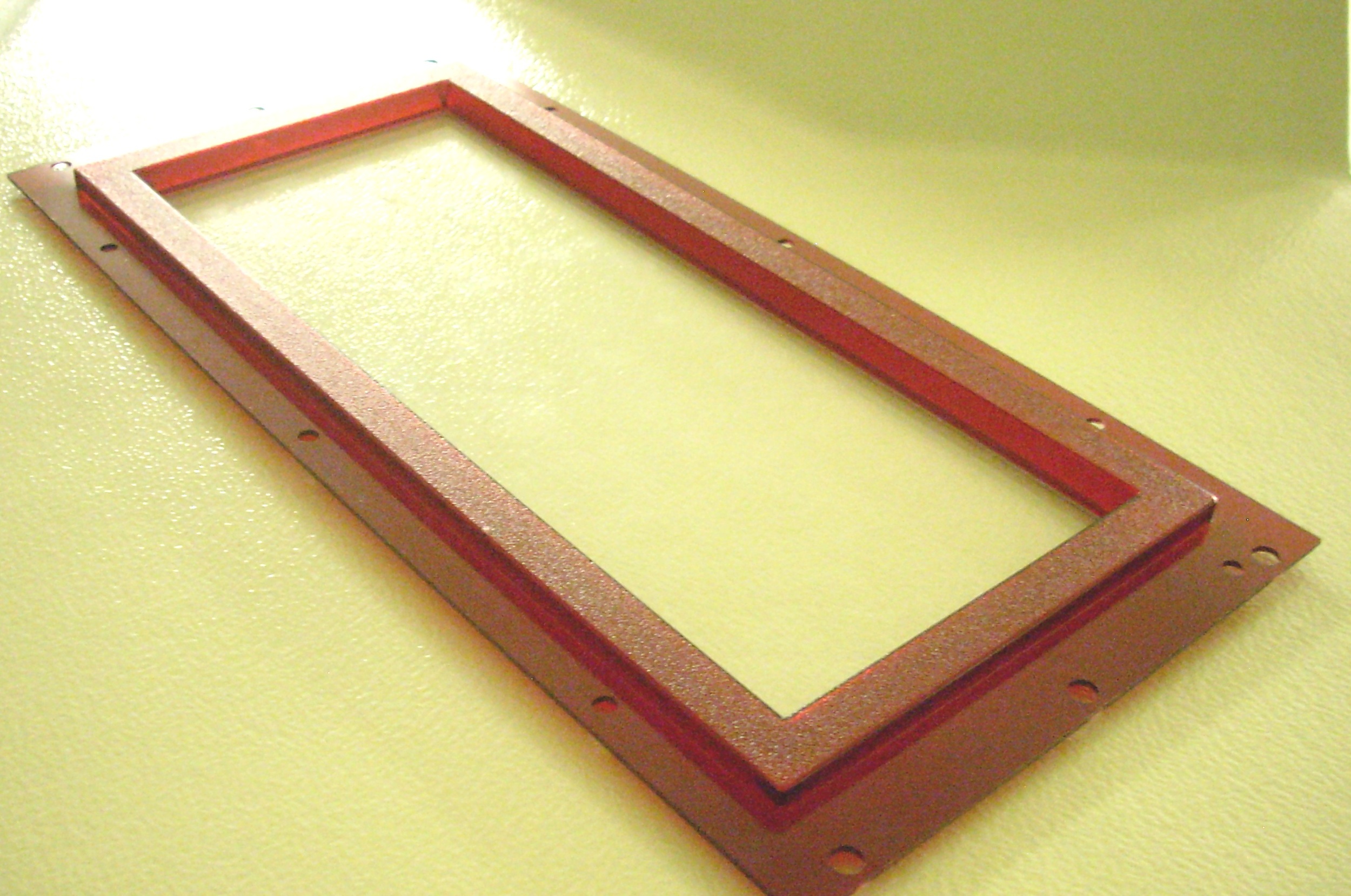
Pressure Forming
Unmatched Detail, Tightest Tolerances, and Quick Production
Pressure forming provides some of the highest possible detail and intricate texture possibilities available in plastic forming today. Pressure forming utilizes air pressure to achieve sharp edges, undercuts, and intricate details often associated with injection molding.
Multiplastics defines Pressure Forming: A process that forces hot plastic sheets against a mold, usually female mold, to form parts. Compressed air is applied to the back of the sheet. The air pressure increases the amount of detail that is transferred from the mold to the part. The detail achieved in this process can be five times greater than traditional vacuum forming.
The set-up, tooling and labor costs associated with pressure forming are less then injection molding, and at the same time pressure forming creates parts with the similar detail and quality as injection molding.
Pressure forming is an ideal process when fine detail and textured surfaces are needed. Detail such as engraved lettering, tooling textures, figures and wood grain are common.
Pressure Forming Features/Benefits:
- Part thickness: .060-.50 inches
- Tightest detail and tolerances
- Tooling flexibility and Pressure Forming is often selected over injection molding for tooling cos t
The Pressure Forming Process:

Part Examples:

Multiplastics History: 1980's
We work well under pressure, ever since the 80’s at least. Our first pressure forming machines hit the floor in the 80’s and brought in a world of new possibilities in achieving high resolution detail and fine textures on formed plastic parts.
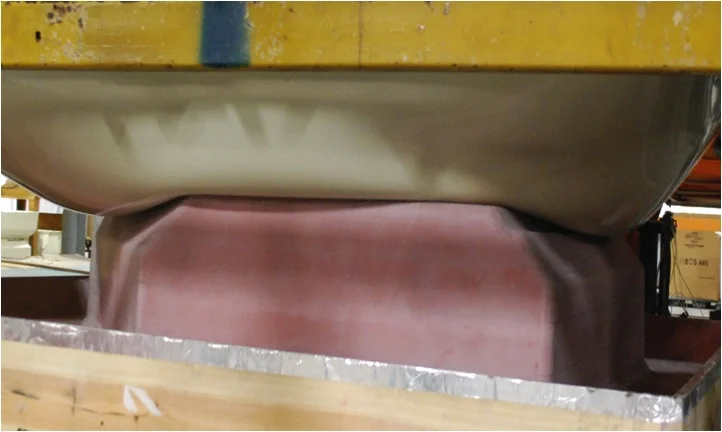
Twin Sheet Forming
Superb Detail, Unmatched Strength and Rigidity with Tight Tolerances
Multiplastics defines Twin Sheet forming: Thermoforming two sheets simultaneously from two separate molds, forming an often hollow, double-walled part. The two sheets are heated from the top and bottom, once they have reached forming temperature, the two female molds come together bonding the two halves while the material is still hot. Twin sheet thermoformed parts can have formed features including fill-able internal cavities, and boast high strength and stiffness with low weight.
Twin Sheet Forming Features/Benefits:
- High structural integrity and rigidity compared to single sheet thermoforming
- Produces an enclosed cavity that can be filled or open
- Allows for internal reinforcements, such as rigid foam, wood or metal
Part Examples:
Client Testimonial
“We came to Multiplastics to explore potential cost savings of reengineering a few metal parts into plastic. Cost savings and weight savings have exceeded our expectations, and quality has been spot on.
- A Top Food Processing Firm”
Multiplastics History 90’s: Twin Sheet Reinforcement
During the 90’s, a few projects surfaced that required strength and rigidity that could only be achieved with a twin sheet reinforcement. We mastered the twin sheet process and began forming parts for the transportation industry. Twin sheet forming is great for industrial applications and packaging where strength is essential.
Injection Molding
Superb Detail and Tight Tolerances on Intricate Parts
For high volume production runs of smaller intricate parts needing fast cycle times, Multiplastics recommends injection molding. Complexity of setup and tooling cost for this process lends injection molding to be ideal for larger production runs.
Multiplastics defines injection molding: Injection molding involves liquid plastic being “shot” into a mold. Plastic is heated up to a liquid state, and is injected through a nozzle into a temperature controlled mold. The liquid plastic fills the cavities of the mold, it is cooled and hardened, the mold opens, ejector pins then remove the newly formed parts and the mold is closed again to receive the next “shot” of plastic. Parts are trimmed, assembled if needed and packaged for shipment.
Injection Molding Features/Benefits:
- Economical for large production runs
- Minimal Finishing work needed
- Fillers can be used for additional strength
- Materials with a wide range of durometers can be injection molded
- Person at injection molding machine
Part Examples:


Multiplastics History 1970’s: Trinkets, Doo-Dads & Odds and Ends.
Throughout the 70’s and 80’s Curd Enterprises made hundreds of different plastic items from acrylic lettering to plastic fish and plastic props for commercial interior decorating. Here are some relic’s from our past!
Drape Forming
Great Quality, Uniform Thickness, Beautiful Bends and Curves
Multiplastics defines drape forming: A simple method of forming plastic by heating a plastic sheet to its ideal forming temperature and shaping the sheet over a mold or form. Once cooled, the formed part is removed from the mold and any secondary operations can proceed. Drape forming is perfect when a gradual bend is required for the part.
Drape Forming Features/Benefits:
- Part thickness: .060-.50 inches
- Relatively in expensive tooling cost
- Beautiful gradual bends
- Great for large parts
Part Examples:
Multiplastics History 1950’s: Pioneering Plastic
In the 1950’s, Curd Enterprises was a pioneer of forming plastic and working with fiberglass as well. In 1954, Bob Curd built one of the most recognizable outdoor branding statues of the time, The RCA Nipper Dog, and placed it atop the RCA building in Chicago.
Fabrication
Fabricating Robust Parts of Unmatched Quality, Consistency and Performance
Multiplastics defines fabrication: A simple method of assembling plastic parts by combining the use of formed and un-formed parts to create a sturdy and durable part. From forming to finished part, we fabricate parts that last. Our fabrication and finishing shop is filled with plastics experts. We weld, glue, drill, polish, rivet, pin, hinge, bolt, fasten, cnc, bend, bond, trim, die cut, foam fill or whatever it takes to manufacture your finished part. Many clients engage our fabrication services and commend our attention to detail.
Why use Multiplastics’ Fabrication Shop?
- Breadth of experience
- World class design team
- Quick turnaround
- Flexible volume requirements
- Rapid prototype ready
Fabricating at it’s Finest:
Part Examples:

Multiplastics History: 90’s The Silver Screen
The famous gold bars featured in the Die Hard movie franchise were formed using HIPS (High Impact Poly Styrene) and fabricated by Multiplastics. Once formed, they were assembled and marked to resemble real gold bars, then shipped off to Hollywood for their starring role in Die Hard III.


Extrusions
From engineering and design, prototyping, production and finishing, Multiplastics knows extrusions. With years of extruding experience, we have produced an array of profiles from tubes, handles and protectors to wear strips, angles, connectors and coping. Our extrusion clients come from every industry, each with different specs and project requirements.
We extrude many of the same materials we mold and form in our world of plastics. Below are the materials we most commonly work with on our custom plastic extrusion lines.
ABS: Acrylonitrile Butadiene Styrene Known for hardness, gloss, toughness, and often used for its electrical insulation properties.
PC/ABS : A polycarbonate/ABS composite Strength, heat resistance and flexibility. Widely used in automotive and electronics applications in cell phones and computer cases.
PMMA : Acrylic A clear plastic that often resembles glass and is used as a glass substitute.
PVC Acrylic : Polyvinyl Chloride Acrylic Widely used in aircraft and mass transit applications and electronic enclosures because of chemical and impact resistance and FR rating
PP : Polypropylene Great impact resistance in cold weather applications, high heat deflection and chemical resistance.
PE : Polyethylene High chemical and impact resistance properties while self lubricating and can be UV protected with additive.
P26 or A/PVC : Acrylic Polyvinylchloride A fire retardant material meeting UL94 V-0, 5VB, 5VA with great dimensional stability, impact resistance and clean-ability.
Colors: Custom and Stock Colors Available We have reasonably low minimums and the ability to quickly color match almost any color. A pantone color number or piece of existing material will be enough to generate an exact plastic color match.
Finishing: Beyond profile extrusion, we offer finishing and assembly services such as special packaging, punching, notching, gluing, drilling and machining.
Multiplastics’ in-house engineering and design teams will take your extrusion project from concept to success.
Foam Fabrication
In the world of foam fabrication, Multiplastics specializes in protective solutions for aerospace and automotive work in process and finished goods. Returnable packaging is an area where our thermoformed plastics paired with foam inserts, protect parts and create closed loop packaging systems. Where strength and impact absorption is needed, foam filling and molding plastics around foam cores means weight and assembly savings.
Foams and Foamed Materials:
We work with a variety of foams and an array of densities. Expanded polyethylene, cross-linked polyethylene (X-Link), expanded polypropylene, urethane, and expanded polystyrene are a few of the foams we work with. We also form and fabricate specialty foams such as fire retardant, chemical resistant and floatation foam. New, foam-backed plastics have become a valuable option for an array of protective applications for our transportation customers. For structural projects, foamed ABS and foamed PVC are common.
Integrated Foam & Plastic Parts:
Foam filling parts for rigidity, impact absorption, sound absorption, insulation and structural strength (without adding weight) has become popular in the transportation industry. Floatation foam takes this a step further and adds USCG approved buoyancy to vessels and other marine products. Multiplastics has foam filling capabilities and has developed the technology and process to mold plastic around existing foam cores. Together, these processes provide flexibility for projects requiring foam filled parts.
Foam Services:
- Design and Engineering
- Die Cutting
- Skiving
- Heat Welding
- Solvent Bonding
- CNC Cutting - 5 Axis
- Stacking
- Foam Filling
- Thermoforming around foam cores
Materials We Work With












Need a specific color? Multiplastics’ color match process is easy. We work with Pantone and RAL, and can match any color. Just provide a tiny sample of material or color number and we will have a match for you in days.